
News
JI Steel is committed to research & development, and providing a range of high quality,
innovative, cost-effective products and solutions for steel plant.
How on earth is graphite electrode produced?
2025.3.11
As we all know, graphite electrodes are mainly used in EAF (electric arc furnaces). From raw materials to final products, it needs to go through a whole bunch of processes. Usually it takes at least 4 months. Every step is really important cuz it’ll affect the performance of the final product in reality.
Needle Coke
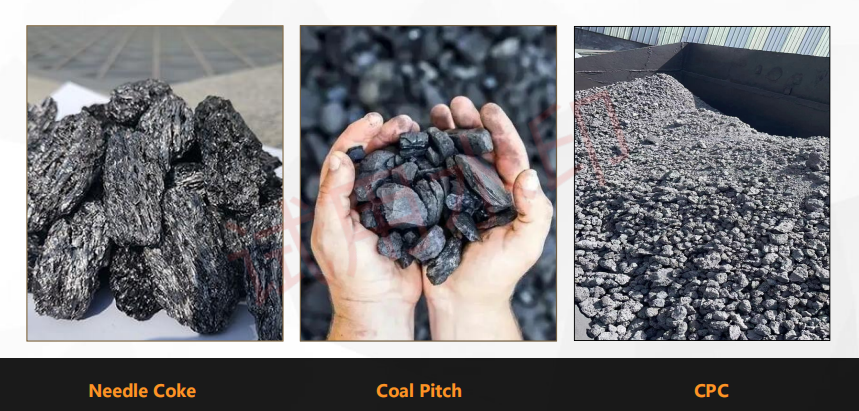
First off, let’s talk about raw materials-needle coke. this is the most important one for graphite electrodes. It has this unique fibrous or needle – like texture. Our Needle coke has really low ash and sulfur. Thanks to strict production processes, our graphite electrodes have high strength and low resistance (usually UHP 4.5-5.8, Nipple 3.0-4.0), and a good and stable conductivity, a low thermal expansion coefficient,. so, they can handle more pressure and impact. So our graphite electrodes especially UHP 400-700 have a good reputation in some industries with high-load conditions, such as steel making, industrial silicon making, producing phosphorus in submerged arc furnace, electrical discharge machining and so on. You know, there are three grades: RP, HP, and UHP.
RP are good for small and medium electric arc furnaces.
HP are suitable for large electric arc furnaces. They’re stronger and can handle higher currents and loads.
UHP have the best conductivity and strength. They’re especially suitable for really high – load conditions.
Production processes
Next, let’s check out some key steps in the whole production process:
The first crucial step is calcining. We use natural gas and its own volatiles from the raw material as the heat source and heat it up to 1300°C. during this process the Ash, volatile matter, moisture, impurities can be effectively removed, and the strength, conductivity, oxidation resistance can be effectively improved, and make it more stable. This process usually takes about 1 week.
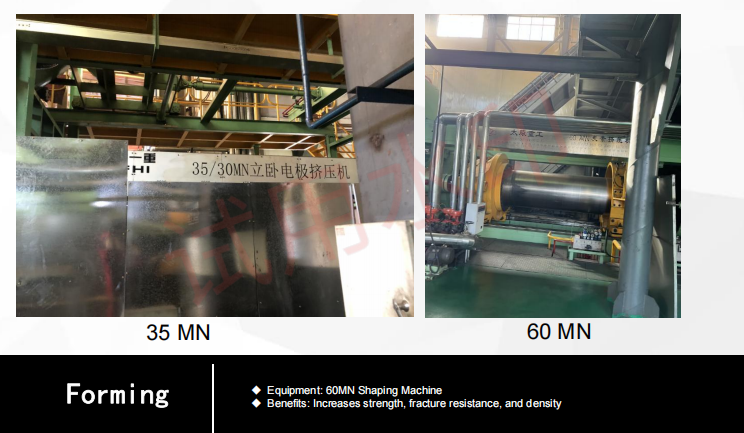
The next important step is to crush and grind them to less than 0.15 mm. Then knead it well to make it a smooth and sticky mixture. After that, some pre – pressing is carried out. During this process, the inside can be made into a vacuum. Then we use a molding machine with 60 meganewtons to form it. After that, cut it and put it into cooling water. now, the electrode blank will be obtained.
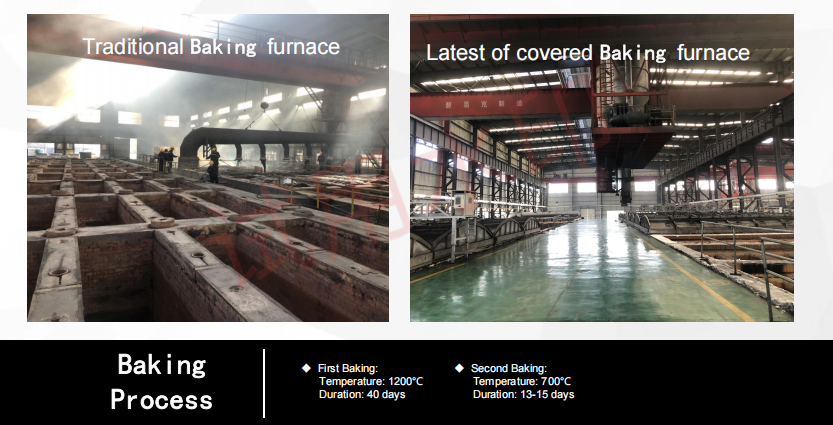
Then, put the blank into the baking furnace, covered with fill material to keep air out, and heated up to 1200 degrees at a certain rate for 40-45 days to turn the coal tar pitch into carbon.
After the baking process, comes the impregnation part. We put the electrodes into autoclave for about 5 days. Under pressure, the coal tar pitch gets forced into the pores of the electrode. This makes the density, strength, and conductivity much better. Specifically, the first impregnation can increase the bulk density by about 13%. After impregnation, there’s a second baking process, 700 degrees. This usually takes 12-15 days. For the nipple, we need a second impregnation to increase the density by about 7% again. And then, there’s a third baking process. That’s because the nipple needs to be stronger and perform better. Even though these processes takes a lot of time, it can significantly reduces the resistivity, improve the strength and mechanical properties.
After that, the next stage is graphitization. We put the electrodes in the graphitization furnace and heat it up to 3000°C. This makes the carbon atoms line up in an orderly way and form a graphite crystal structure. This process generally takes about 20 days. After this step, the resistance drops a lot, and the conductivity gets even better. Up to this point, we can finally call them Graphite Electrodes.
Then, machine them to meet the requirements for size and precision, and then some surface treatments like polishing and spraying to make them smoother and more corrosion – resistant.
The consumption is also the key factor, now, let’s use the steel – making industry, AC EAF (Alternating Current Electric Arc Furnace), as an example to talk about the consumption rate.
In the primary furnace, the smelting process is really intense. The graphite electrodes keep handling high temperatures and heavy charge loads, so the wear – out is relatively fast, usually between 1.2 and 1.6 kilograms per ton. While in the refining furnace, the temperature is lower, So, the wear – out is relatively slow, usually between 0.6 and 0.8 kilograms per ton.
For the DC EAF (Direct Current Electric Arc Furnace), the consumption can be reduced around 40-50%. These are also from our customers’ actual applications.
Finally, there’s a good and complete inspection, including the appearance, dimensions, density, resistivity, current, mechanical strength, and expansion coefficient. Once they pass the inspection, we’re gonna pack and send them to customers.

Considering the products are mostly transported by sea and they’re really heavy, we use totally moisture – proof packaging. Then, we use a really solid wooden frame and fix it again with metal steel strips. For the nipple, we take special care to ensure the safety during the transportation. For some customers with higher requirements, we will offer the full wooden boxes, better protected and it can stay safe even if there are some relatively strong impacts.
we’re gonna go all out to meet the various different requirements, that because, for me and for all of us, it’s not only a business, but a career, we aim to be long-term partners, not a one-off deal, finally, I hope we can kick off our corporation from now!